在深孔螺纹加工过程中,切削丝锥如果遇到冷却不好或排屑不畅,容易造成早期磨损、崩刃、断裂等问题。而挤压丝锥作为近些年发展起来的一种丝锥类型,相对切削丝锥,其寿命、效率、成本及加工质量等方面都有优势。
接下来让我们一起盘点下挤压丝锥的优势:
1、挤压丝锥的寿命优势
挤压丝锥在寿命上明显优于切削丝锥,提升的效果呈几何倍数,甚至有个别挤压丝锥的寿命相对切削丝锥提升了40倍以上。
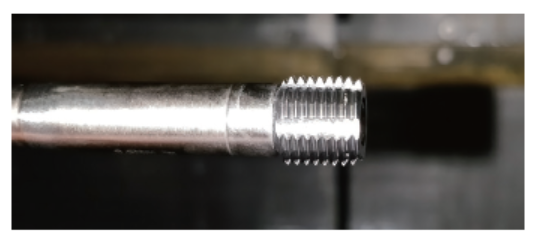
挤压丝锥在前端参与挤压的刃部磨损后,相邻的校正齿参与挤压。这时,挤压丝锥参与挤压的刃增加1个,加工的螺纹依旧是完整的螺纹,只是有效螺纹深度略有减少,其失效形式以螺纹变小为主。因此,在挤压丝锥刃部出现小的缺损,不影响后续的使用,如图下图所示,可以继续使用至出现螺纹变小。挤压丝锥螺纹变小之前,往往伴随着机床的扭矩剧烈变大,加工出现异响等现象,可以及时发现。
2、挤压丝锥的效率优势
挤压丝锥在试用过程中,由于寿命提升,换刀频次急剧下降。以往切削丝锥需要每天更换数次,而挤压丝锥数天才更换1次,效率明显提升。
另一方面,挤压丝锥的加工转速相对切削丝锥的转速高,生产效率明显提高。经过实践,钻孔、铰孔、倒角及攻螺纹一体的加工中心上,机加工时间缩短了14%,这意味着该工序的产能提升了14%。
3、挤压丝锥的成本优势
同规格的挤压丝锥的单价一般明显高于切削丝锥。由于部分挤压丝锥的寿命显著高于切削丝锥,核算单件成本后,挤压丝锥的单件成本相对切削丝锥下降≥50%。当然,应用场合不同,成本优势也不一样。
在易加工的工况上,切削丝锥可以将成本下降到很低的级数,挤压丝锥在这种情况下无法做到。但是,在难加工工况下,比如深孔螺纹、盲孔螺纹或者高黏性材料的加工,挤压丝锥的成本优势比较明显。
4、挤压丝锥的加工质量优势
挤压螺纹的强度高,据相关刀具厂家提供的数据,相对切削螺纹强度≥20%。强度提升是由于材料挤压后产生塑性变形而形成螺纹,螺纹的材质更加致密,螺纹表面在挤压过程中出现冷作硬化,表面强度提升。目前各大主机厂也渐渐认识到挤压螺纹的强度优势,在新的产品要求上也推荐选择挤压螺纹。
挤压螺纹为无屑加工,杜绝了切削深孔、盲孔螺纹后,残留切屑,导致装配过程中螺栓与螺纹咬合,对螺纹造成破坏的问题。加工过程中,挤压丝锥出现崩牙后,不会造成工件烂牙。
(部分素材源自网络)
东莞市盈满和五金机械有限公司是yamawa的中国契约代理,专业代理yamawa产品的独资企业。为各大商家提供yamawa丝锥、yamawa丝攻、yamawa板牙、yamawa中心钻等产品。




 微信公众号
微信公众号
 微信小程序
微信小程序
 视频号二维码
视频号二维码
 微信联系人二维码
微信联系人二维码
 抖音号
抖音号