在通孔攻牙作业中,最害怕遇到的问题就是丝攻折损,那我们要如何减少甚至乎避免这种情况的发生呢?
先端丝攻的切屑是往前排出,不容易折损,为什么还会发生这种问题?切削油也有充分供給,有什么要注意改善的地方呢 ?
会造成先端丝攻折损或崩牙的原因不多,最大的原因可能就是切屑沒有顺畅排出。这个时候就需要确认加工时丝攻的贯穿量与排屑空间够不够?并做适度的调整。

丝攻贯穿被削材长度5牙時,就开始逆转(退刀),切屑的根部还没有完全脱离被削材,切屑 會被卷入螺牙,造成丝攻崩牙。把贯穿长度增加3牙左右;
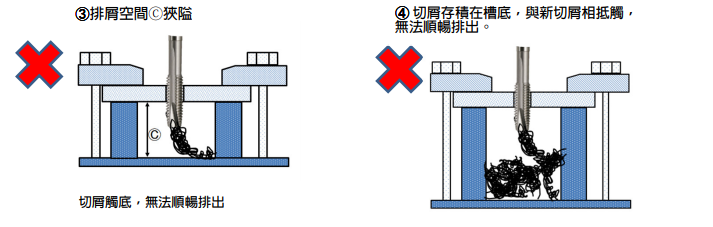
还有,如果切屑触底或和存积的切屑相抵触,切屑无法顺畅的排出,也会造成崩牙或折损等问题。
(部分素材源自网络)
东莞市盈满和五金机械有限公司是yamawa的中国契约代理,专业代理yamawa产品的独资企业。为各大商家提供yamawa丝锥、yamawa丝攻、yamawa中心钻等产品。




 微信公众号
微信公众号
 微信小程序
微信小程序
 视频号二维码
视频号二维码
 微信联系人二维码
微信联系人二维码
 抖音号
抖音号