想必大家都知道螺旋槽丝锥主要作用是解决深孔螺纹攻丝问题。在长屑材料盲孔攻丝时,一般采用螺旋槽丝锥。但是使用螺旋槽丝锥盲孔攻丝退刀时非常容易出现崩牙的情况,为此很多人就会有疑问了,不是都用螺旋槽丝锥退刀的吗?为什么还会容易崩牙呢?

盲孔攻丝容易崩牙是因为螺旋槽丝锥产品本身的设计缺陷——丝锥后角,螺旋槽丝锥在盲孔加工过程中牵涉到退刀的问题。退刀过程中会在螺纹末端残留切屑,残留切屑在丝锥反转退刀时挤压刀片造成刃口崩刃甚至断裂。理论上丝锥没有后角才对,没有后角的话在盲孔退刀的时候可以切断残屑。但是,后角为零的丝锥后刀面与工件已加工表面会产生巨大的摩擦,造成刀具磨损。考虑到实用与安全的合理兼顾,因此一般应留有适当的后角。
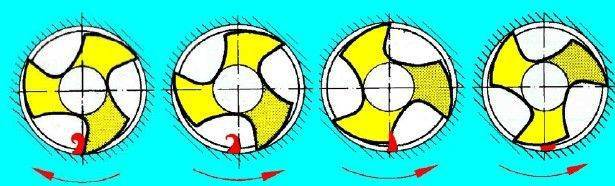
螺旋槽丝锥在盲孔加工过程中牵涉到退刀的问题。退刀过程如下图示:
不要小看了退刀时的这一点挤压,这个冲击载荷会达到整个最大切削力的70%甚至更多。若丝锥只单纯强调硬度而没有合理兼顾韧性的话,极有可能就出现崩刃。
理论上丝锥不应该留后角。这样在盲孔退刀的时候可以切断残屑。但是,后角为零的话丝锥后刀面与工件已加工表面摩擦会很大,所需扭矩成倍的提高,刀具磨损严重。考虑到实用与安全的合理兼顾,因此一般应留有适当的后角。
所以,针对盲孔攻丝,一般选用螺旋槽丝锥。而对于通孔攻丝时,螺尖丝锥甚至是左螺旋槽丝锥就成为首选了。
(部分素材源自网络)
东莞市盈满和五金机械有限公司是yamawa的中国契约代理,专业代理yamawa产品的独资企业。为各大商家提供yamawa丝锥、yamawa丝攻、yamawa板牙、yamawa中心钻等产品。




 微信公众号
微信公众号
 微信小程序
微信小程序
 视频号二维码
视频号二维码
 微信联系人二维码
微信联系人二维码
 抖音号
抖音号