挤压丝锥是利用金属塑性变形原理而加工内螺纹的一种先进的无屑成型螺纹加工刀具,加工后螺纹精度高,挤压丝锥挤压内螺纹是无屑加工工艺,特别适用于强度较低、塑性较好的铜合金和铝合金,也可用于不锈钢和低碳钢等硬度低、塑性大的材料攻丝,寿命长。被广泛应用在汽车、航空、电子等精工行业。
用切削丝锥加工的螺纹的金属组织纤维是间断的,而挤压螺纹的金属组织纤维则是连续的并在表面形成一层冷硬层,可提高螺纹的强度和耐磨性,螺纹表面硬度较之芯部可提高40%-50%,同时螺纹表面的耐磨性也得到极大提高。压螺纹强度较之切削螺纹可提高30%左右。

.png)
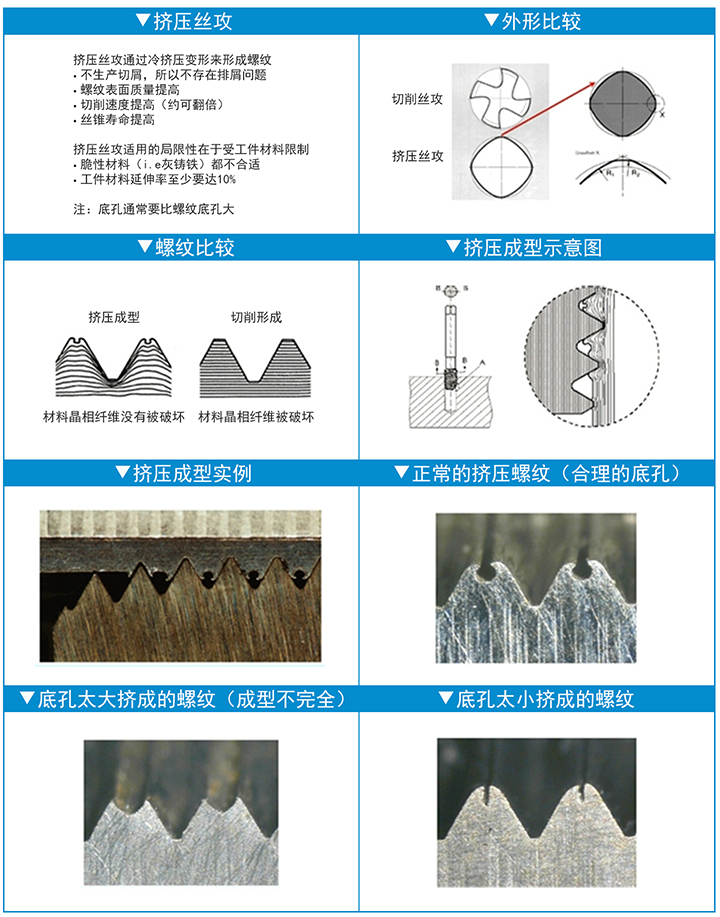
挤压丝攻优势如下:
挤压丝攻是应用塑性成形方式,在下孔内压磨使被切削材料隆起而形成螺纹。因此不会产生切削屑,不存在排屑槽,因此也叫无沟(无屑)丝攻。为此丝攻不会因切屑堵塞等问题而损坏螺纹或丝攻。
1.无屑加工。因为挤压丝锥是通过冷挤压,工件塑性变形来完成的,尤其在盲孔加工中不存在排屑的问题,也就没有挤屑发生,丝锥不易折断。
2.强化所攻牙的强度。挤压丝锥不会破坏被加工材料的组织纤维,故挤压出来的螺纹强度要比切削丝锥加工出来的螺纹高。
3.更高的产品合格率。由于挤压丝锥是无屑加工,加工出来的螺纹精度与丝锥的一致性要比切削丝锥好,而切削丝锥是通过切削来完成的,在切削铁屑过程中,铁屑或多或少总会存在,使得合格率会低一些。
4.丝锥自身强度好,由于挤压丝锥没有排屑槽,其自身强度较切削丝锥会好很多。
5.更长的使用寿命。由于挤压丝锥不会发生切削刃口钝化、崩刃等问题,正常情况下,其使用寿命是切削丝锥的3~20倍。
6.更高的生产效率。正是因为有了更长的使用寿命,更快的加工速度,使用挤压丝锥能降低更换丝锥和待机的时间。
7.无过渡牙螺纹。挤压丝锥能通过自身来引导加工,更适合CNC加工,同时也使无过渡牙加工成为可能。
.png)
(部分素材源自网络)
东莞市盈满和五金机械有限公司是yamawa的中国契约代理,专业代理yamawa产品的独资企业。为各大商家提供yamawa丝锥、yamawa丝攻、yamawa板牙、yamawa中心钻等产品。




 微信公众号
微信公众号
 微信小程序
微信小程序
 视频号二维码
视频号二维码
 微信联系人二维码
微信联系人二维码
 抖音号
抖音号